Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.
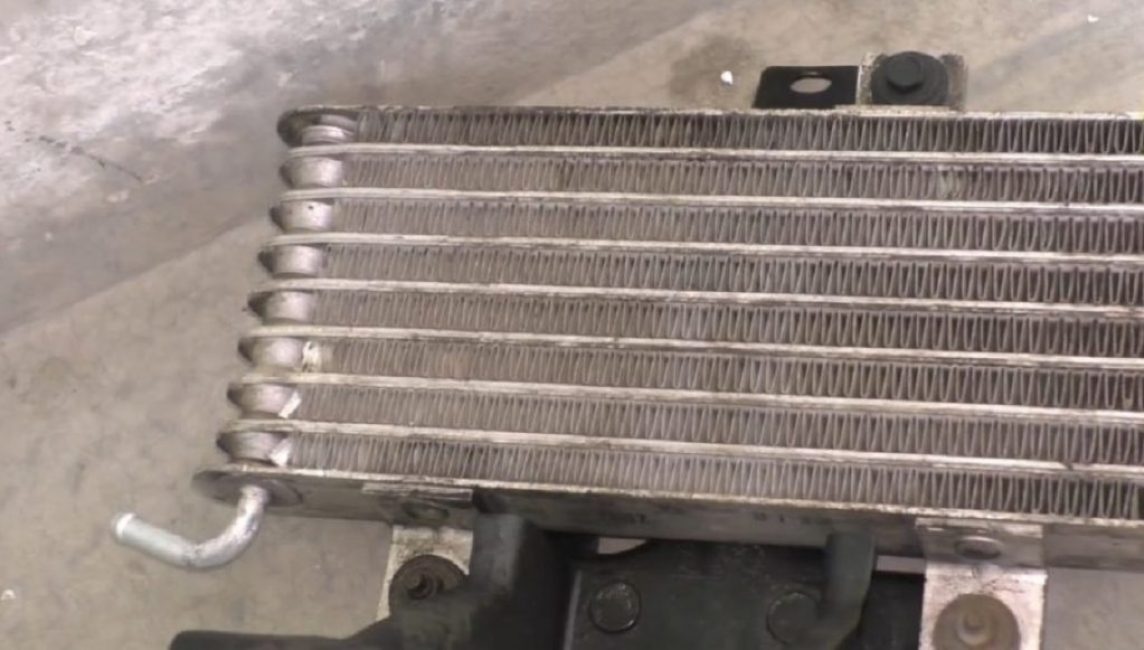
Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.

Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.











Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка
Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
Недостатки
- После завершения процесса готовое изделие будет иметь уже более низкую температуру плавления в месте спайки;
- Прочность соединения не рассчитана на высокие механические нагрузки;
- Пайка алюминия оловом в домашних условиях не дает столь высокого качества соединения, как другие способы соединения и может применяться преимущественно для мелкого ремонта изделий с небольшой ответственностью при эксплуатации.
Нюансы при пайке
Главной особенностью при спаивании алюминия является борьба с оксидной пленкой. Она стала самой большой проблемой, которую нужно решать еще до процесса спаивания при помощи очистки, растворителей и других методов. Пайка алюминия твердыми припоями требует четкого следования режимам, так как слишком большая температура может испортить сам металл, а слишком маленькая не даст произвести качественное соединение. При работе с большой толщиной металла пайка проводится в несколько слоев.
Оксидная пленка алюминия
Способы пайки оловом
Одним из основных способов является пайка алюминия газовой горелкой. Для этого горелка присоединяется при помощи шланга к газовому баллону. При включении газ под давлением, которое может регулироваться, подается на сам инструмент и через сопла выходит наружу. При поджигании образуется пламя, которое постоянно горит. Чем выше давление подачи, тем больше его температура.
Пайка алюминия газовой горелкой
Существуют такие же бензиновые горелки, которые работают на парах высококачественного бензина, но они обладают относительно низкой температурой горения и применяются преимущественно для работы с тонкими изделиями.
Пайка паяльником, зачастую производится при помощи дополнительных материалов, таких как канифоль сосновая и других флюсов. Инструмент подключается к электрической розетке и нагревается до такой температуры, которая может расплавить оловянный припой.
Пайка алюминия паяльником
Необходимые материалы и инструмент
Помимо самого припоя следует иметь еще:
- Растворитель (для обработки поверхности);
- Флюс;
- Щетку по металлу;
- Режущий инструмент для обработки кромок;
- Паяльник или горелку.
Выбор олова и подбор инструмента
Пайка алюминиевыми припоями с добавлением олова может иметь несколько различных вариантов, в зависимости от состава самого припоя
Для такого металла в нем должно быть как можно меньше свинца, но что следует обратить внимание при изучении процентного содержания состава. Содержание цинка помогает снизить температуру плавления
Инструмент подбирается исходя из личных предпочтений, но для работы с особенно тонкими деталями лучше подходит горелка, чем паяльник.
Подготовка поверхности
Первым делом, поверхность изделия зачищается при помощи щетки по металлу, или наждачной бумаги, если речь идет о тонких листах. После этого обязательно следует обработать поверхность при помощи растворителя, так как он помогает снять все имеющиеся налеты жира и масел с металла. При их наличии качество соединения ухудшается. Растворители помогают бороться и с оксидной пленкой, которую нельзя расплавить паяльником или горелкой. Если речь идет о проводах, то их требуется еще залудить, чтобы спаивание прошло быстрее и сам основной металл не пострадал во время воздействия. Когда производится пайка металлов толщиной от 4 мм и выше, то перед подготовкой необходимо еще разделать кромки, чтобы пропаялась вся поверхность и площадь контакта была максимальной.
Зачистка алюминия для пайки оловом
Пошаговая инструкция
- Сначала металл подвергается предварительной подготовке, как это описано выше;
- После этого можно включать паяльник или выставлять горелку на нужный режим;
- Далее следует обработка поверхности паяльника и места спайки флюсом;
- С этого момента можно приступать к спаиванию, расплавляя постепенно металл припоя над основным;
- Когда будет заделан последний слой, то следует сначала дать металлу остыть, а потом проверить качество пайки любым удобным способом.










Таблица режимов пайки алюминия
|
Марка |
Состав |
Температура плавления ˚С |
|
ПОС61 |
Олово 61% Свинец 39% |
190 |
|
ПОС61М |
Олово 61% Свинец 37% Медь 2% |
192 |
|
ПОС90 |
Олово 90% Свинец 10% |
220 |
|
ПОС40 |
Олово 40% Свинец 60% |
238 |
|
ПОС30 |
Олово 30% Свинец 70% |
266 |
|
ПОС10 |
Олово 10% Свинец 90% |
299 |
Техника безопасности
Во время работы с высокими температурами не нужно забывать о включенном паяльнике и следует своевременно тушить горелку. При работе с газом и бензином источник огня нужно максимально удалять от баллона или емкости с топливом. Перед каждым началом работы обязательно нужно проверять соединение шлангов и их целостность, чтобы они не пропускали газ. Некоторые разновидности флюсов могут быть вредными при испарении, так что помещение должно хорошо проветриваться.










Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
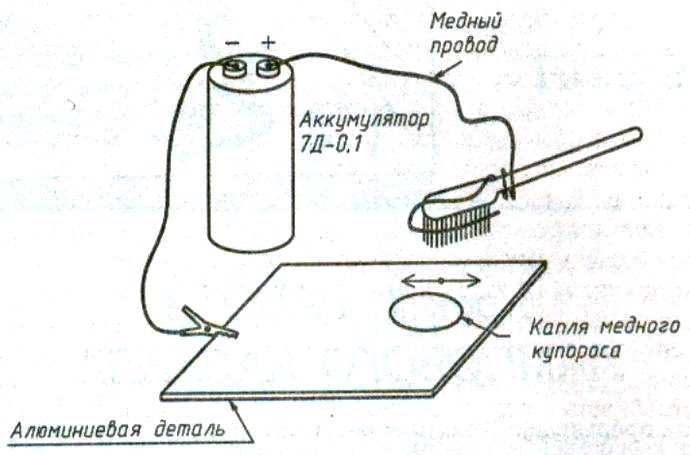
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
стандартными флюсами
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.

В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
-
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.









Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Технология
Выполнение в домашних условиях паяльных работ по алюминиевой поверхности требует предварительной подготовки и четкого соблюдения последовательности действий самого процесса. При помощи газовой горелки можно паять фрагменты трубок из алюминия, соединить провод с алюминиевыми жилами, плавка припоя может также залатать прореху в алюминиевом радиаторе отопления и так далее. Методика применения газовой горелки дает возможность обработки не только малых, но и больших по своей протяженности площадей.
Технология выполнения паяльных работ по алюминию состоит из 2-х важных этапов – подготовительного и самого процесса паяния.
Подготовка
Этап предварительной подготовки является важной частью технологического процесса, и пренебрегать им нельзя
- Детали, подлежащие паянию, зачищают механическим путем при помощи наждачной бумаги или металлической щетки.
- Далее очищенную от загрязнений поверхность обезжиривают ацетоном или органическим растворителем, удаляя следы жира или масла, а также снижая плотность оксидной пленки.
- Зачищенные поверхности обрабатывают флюсом. Процесс выполняют внимательно, не пропуская ни одного участка рабочей области. Флюс поможет улучшить адгезию, а также текучесть расплавляемого металла. Если начать паяние без удаления оксидной пленки при помощи флюса, готовый шов вскоре разрушится.
- Обработанные детали тщательно прогревают при помощи горелки для того, чтобы нанесенный поверх флюса припой мог хорошо расплавляться и равномерно покрывать рабочую область.
Процесс
После проведения подготовительных работ можно приступать к выполнению основных действий.
- Присадочную проволоку или кусочек припоя размещают на рабочей прогретой поверхность, затем ее обрабатывают пламенем газовой горелки. В это время припой начинает расплавляться, но плавить припой нужно таким образом, чтобы он хорошенько растекся по поверхности и в дальнейшем там застыл. Расплавленный припой заполняет собой все микротрещины и неровности, которые присутствуют на алюминиевой поверхности. Далее он будет медленно остывать, образуя прочный шов-соединение. Если накладывать последовательно друг на друга несколько таких слоев, получится довольно прочное монолитное образование.
- После того как паяльный шов полностью остынет, заполнив собой рабочее пространство, необходимо проверить качество стыковки его с поверхностью обрабатываемой детали.
- Когда паяльные работы закончены, место паяния обрабатывают влажной тканью или губкой. Затем выполняется шлифовка материалами с мелкой фракцией абразива на поверхности – она создает шву законченный и эстетичный внешний вид.
При паянии газовой горелкой в домашних условиях специалисты рекомендуют внимательно подходить к вопросам техники безопасности. Перед работой требуется проверять целостность емкости газового баллона, его шлангов, а также исправность горелки. Газовые баллоны необходимо держать как можно дальше от открытого пламени, а на рабочем месте не должно быть горючих материалов и легко возгорающихся предметов.
В следующем видео рассказывается о пайке алюминия газовой горелкой.
Припой для пайки алюминия
часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.

Припой HTS-2000

Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
Припой Castolin
Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.










Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.

Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
Отечественные припои

-
- . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
Сравнение припоев для пайки алюминия
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
Результаты такие:
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.
Что необходимо?
Рабочие инструменты и материал для будущей конструкции – вот что нужно подготовить перед созданием самого прибора.
- Материал для ручки. Строгих критериев его выбора нет, потому все зависит от смекалки и возможностей изготовителя. Ручка должна быть удобной, не прогреваемой во время работы. Готовую рукоятку брать наиболее разумно – подойдет ручка от вышедшего из строя кипятильника либо паяльной станции.
- Проводящая трубка. Она должна быть стальной, потому изготовитель выбирает стальную трубку диаметром не более 1 см и с толщиной стенки 2,5 см.
- Корпус горелки. И он должен быть стальным, а рассекатель изготавливают из латунного прутика.
- Форсунка. Ее делают из металлического прута.
Из инструментов понадобятся: болгарка, сварочный полуавтомат, напильник, сверлильный станок или дрель, метчик, сверло, лерка, молоток, пассатижи, зачистной и отрезной круги, щетка по металлу, защитные средства. Не всегда нужно все из списка, но в стандартном наборе это присутствует.


![Как упаковать подарок в подарочную бумагу? [100+ идей] ❤ видео](https://svoimi-rukami2.ru/wp-content/uploads/4/5/9/459c0579ec41ce11fa48582afe677791.jpg)